CHUYỂN ĐỔI ĐỘ CỨNG THÉP: VÌ SAO KHÔNG THỂ QUY ĐỔI TRỰC TIẾP TỪ HV SANG HRB/HRC?
Trong ngành thép chống mài mòn, độ cứng gần như là “từ khóa” xuất hiện mỗi ngày.
Kỹ sư hỏi, QC hỏi, chủ nhà máy hỏi, nhà cung cấp cũng hỏi:
“Đo ra HV, mà bản vẽ ghi HRB hoặc HRC. Có công thức nào quy đổi chuẩn không anh?”
Câu trả lời thẳng, không vòng vo:
👉 Không tồn tại một công thức toán học nào quy đổi HV sang HRB/HRC chính xác 100% cho mọi loại thép.
Lý do không phải vì khoa học “bất lực”, mà vì:
-
HV – HRB – HRC là ba hệ quy chiếu hoàn toàn khác nhau.
-
Mỗi thang đo dùng mũi thử, tải trọng, phương pháp đọc kết quả khác nhau.
-
Kết quả không chỉ phụ thuộc vào bề mặt, mà còn liên quan tới tổ chức vi mô, trạng thái ứng suất – biến dạng dưới vết lõm.
Bài viết này đi sâu vào:
-
Bản chất của độ cứng trong thép.
-
Giải thích từng thang đo Vickers HV, Rockwell HRB, Rockwell HRC, nhắc thêm Brinell HB.
-
Vì sao chuyện “quy đổi trực tiếp” là ảo tưởng.
-
Cách dùng bảng tra chuyển đổi độ cứng cho đúng, tránh rủi ro.
-
Cách một kỹ sư/CEO vật liệu nên suy nghĩ khi chọn thép chống mài mòn cho phễu, máng, búa đập, má nghiền, ben dumper…
1. ĐỘ CỨNG THÉP LÀ GÌ – VÀ VÌ SAO AI CŨNG HỎI NÓ?
1.1. Độ cứng – định nghĩa ngắn gọn nhưng “nặng ký”
Trong vật liệu kim loại, độ cứng (hardness) là khả năng của vật liệu chống lại biến dạng dẻo cục bộ khi chịu tác dụng lực từ bên ngoài lên bề mặt.
Hiểu rất đời thường:
-
Độ cứng cao → khó trầy xước, khó bị ấn lõm.
-
Độ cứng thấp → dễ bị cào xước, biến dạng khi va chạm.
Trong ứng dụng thép chống mài mòn:
-
Vật liệu tiếp xúc với than, quặng, đá, clinker, cát… suốt ngày.
-
Nếu bề mặt quá mềm, chỉ sau một thời gian ngắn là mòn thủng, phải dừng máy thay tấm.
-
Nếu bề mặt cứng hơn nhiều so với hạt mài, tốc độ mòn giảm rõ rệt, tuổi thọ tăng, giảm chi phí và thời gian dừng máy.
Đó là lý do bất cứ khi nào nói đến Hardox, AR400, AR500, NM400, anh em sẽ nghe:
“Con này độ cứng bao nhiêu HV/HB/HRC?”
1.2. Độ cứng không phải là tất cả
Nghe có vẻ phản trực giác, nhưng đúng:
-
Một vật liệu cực cứng nhưng giòn, dễ nứt vỡ → đặt vào vị trí va đập nặng sẽ là thảm họa.
-
Một vật liệu cứng vừa phải, nhưng độ dai va đập tốt, chịu rung, chịu shock → trong thực tế nhiều khi bền hơn và an toàn hơn.
Trong bài toán chọn vật liệu, độ cứng chỉ là một biến số, bên cạnh:
-
Độ dai va đập (Charpy impact).
-
Cấu trúc luyện kim (mactenxit, bainit, peclit, ferit…).
-
Cách gia công – hàn – lắp đặt.
-
Kiểu làm việc: mài trượt, mài va, mài ở nhiệt độ cao, có ăn mòn hay không…
Nếu chỉ dừng ở câu hỏi “bao nhiêu HV/HRC?” là đang xem bài toán quá đơn giản so với thực tế.
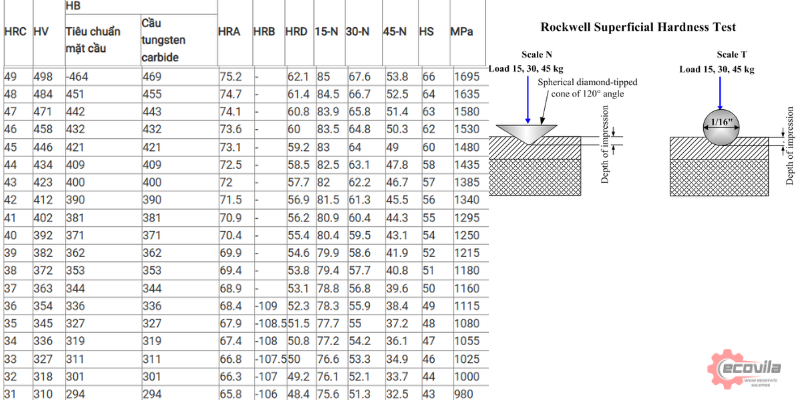
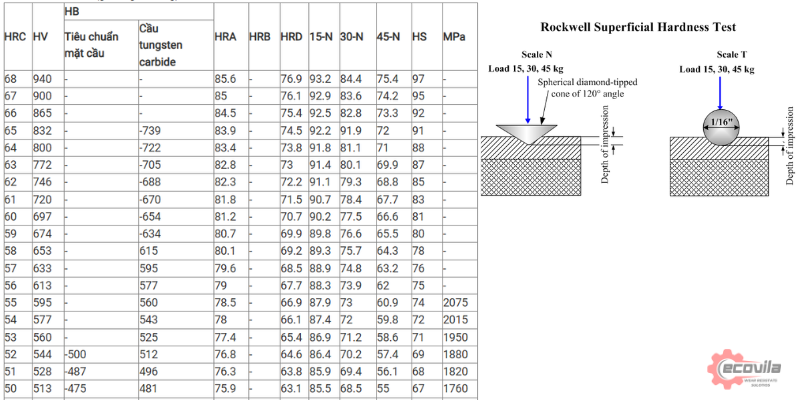
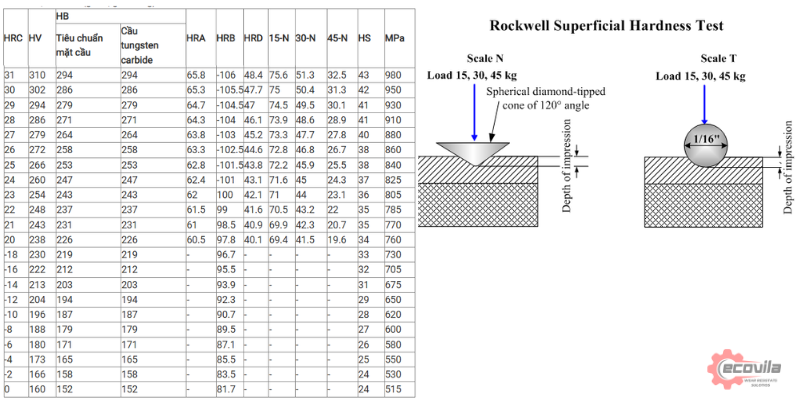
2. CÁC THANG ĐO ĐỘ CỨNG PHỔ BIẾN: HV – HRB – HRC – HB
Để hiểu vì sao không thể quy đổi trực tiếp giữa chúng, phải hiểu rõ từng ông là ai.
2.1. Vickers HV – Chuẩn “đa năng” cho thép chống mài mòn
Vickers (HV) dùng:
-
Mũi thử: kim cương dạng chóp tứ giác, góc đỉnh 136°.
-
Nguyên lý:
-
Dùng tải trọng nhất định (1 kgf, 10 kgf, 30 kgf…) ấn mũi kim cương xuống bề mặt thép.
-
Giữ trong thời gian tiêu chuẩn, rồi nhả tải.
-
Vết lõm để lại có hình thoi → đo 2 đường chéo.
-
Tính HV dựa trên tải trọng và diện tích bề mặt vết lõm.
-
Điểm mạnh của HV:
-
Đo được cả vật liệu mềm, trung bình, rất cứng.
-
Vết lõm nhỏ, phù hợp đo trên:
-
Chi tiết mỏng,
-
Vùng bề mặt sau tôi cao tần,
-
Vật liệu giá trị cao, không muốn phá hủy nhiều.
-
-
Nếu bề mặt chuẩn bị tốt, HV cho kết quả rất ổn định, lặp lại đẹp.
Vì vậy:
-
Rất nhiều hãng thép chống mài mòn lựa chọn HV (và HBW) làm chuẩn công bố.
-
Chỉ số HV đặc biệt hữu ích khi đánh giá:
-
Thép tấm chống mài mòn (Hardox 400/450/500, AR400/450/500, NM400/450/500…).
-
Vùng bề mặt được tôi/ tôi cảm ứng/ phủ cứng.
-
2.2. Rockwell HRB – Thích hợp cho thép mềm, kim loại màu
Rockwell B (HRB) dùng:
-
Mũi thử: bi thép, đường kính thường 1/16”.
-
Tải trọng: khoảng 100 kgf.
-
Cách đo:
-
Tạo tải sơ cấp (minor load) để mũi đăng ký bề mặt.
-
Thêm tải chính (major load).
-
Đo độ sâu vết lõm → máy hiển thị giá trị HRB.
-
HRB thường dùng cho:
-
Thép cacbon chưa nhiệt luyện, độ cứng thấp – trung bình.
-
Đồng, hợp kim nhôm, một số kim loại màu khác.
HRB không sinh ra để:
-
Đo thép có độ cứng cao, thép chống mài mòn, thép đã tôi ram mạnh.
-
Dùng sai vật liệu → bi thép có thể bị biến dạng, số đọc ra không đáng tin.
Nhiều anh em mắc lỗi:
“Máy chỉ có thang HRB, em đo đại thép cứng, ra số thì dùng luôn.”
Đây là bẫy.
2.3. Rockwell HRC – “Tiếng nói quen thuộc” của thép tôi, thép dụng cụ
Rockwell C (HRC) dùng:
-
Mũi thử: kim cương hình nón (Brale).
-
Tải trọng: 150 kgf.
-
Nguyên lý vẫn là đo độ sâu vết lõm, nhưng cấu hình khác HRB.
HRC thường xuất hiện trong:
-
Tiêu chuẩn kiểm tra thép tôi, thép dụng cụ, thép nhíp, thép chịu lực.
-
Đánh giá chất lượng quá trình tôi + ram.
-
Kiểm soát nhiều loại thép chống mài mòn sau xử lý nhiệt.
Ưu điểm:
-
Đo nhanh, tiện, đọc số trực tiếp.
-
Kỹ sư cơ khí, thợ nhiệt luyện, QC rất “quen miệng” với HRC.
Nhưng HRC chỉ có ý nghĩa khi:
-
Vật liệu nằm trong dải độ cứng phù hợp.
-
Loại vật liệu đúng với thiết kế thang đo.
2.4. Brinell HB(HBW) – Người anh em quen trong thép tấm dày
Brinell (HB/HBW):
-
Dùng bi cứng (bi thép, bi carbide) ấn vào bề mặt với tải trọng lớn.
-
Đo đường kính vết lõm hình tròn, tính ra độ cứng.
HB/HBW:
-
Rất phổ biến trong đánh giá thép tấm kết cấu, thép tấm chống mài mòn, gang…
-
Nhiều mác thép chống mài mòn được công bố:
-
Ví dụ: 400 HBW, 450 HBW.
-
HV, HRC, HB có thể “nói chuyện” với nhau thông qua bảng chuyển đổi, nhưng:
-
Mỗi thang đo là một thế giới khác nhau.
-
Chỉ số chuyển đổi luôn có sai số, và không thể chính xác tuyệt đối.
3. VÌ SAO KHÔNG THỂ QUY ĐỔI TRỰC TIẾP TỪ HV SANG HRB/HRC?
Đây là cốt lõi bài viết. Nếu hiểu đoạn này, anh em sẽ không bao giờ còn “thần thánh hóa công thức quy đổi” nữa.
3.1. Mỗi thang đo – mỗi cách “hỏi vật liệu” khác nhau
Hãy hình dung:
-
HV “hỏi” vật liệu:
“Nếu tao ấn một mũi kim cương chóp tứ giác xuống và nhìn diện tích vết lõm, mày chịu được đến mức nào?”
-
HRC/HRB “hỏi” vật liệu:
“Nếu tao ấn một mũi kim cương/bi thép xuống với tải ABC, mày lún sâu bao nhiêu?”
-
HBW “hỏi”:
“Nếu tao dùng bi lớn ấn mạnh xuống, bề mặt mày lõm tròn ra sao?”
Ba câu hỏi khác nhau, ba cách phản ứng khác nhau, dù cùng nói về một thứ: độ cứng.
Kết quả:
-
Một vật liệu có thể cho HV = 400,
-
Tương ứng HRC ≈ X, HBW ≈ Y,
-
Nhưng X, Y không thể tính bằng một công thức vật lý duy nhất áp cho mọi trường hợp.
3.2. Ảnh hưởng của kích thước vết lõm, vùng biến dạng dẻo, tổ chức vi mô
Độ cứng đo được không chỉ phụ thuộc vào bề mặt, mà còn:
-
Kích thước vết lõm:
-
Vết nhỏ (HV) → nằm trong một vùng nhỏ, nhạy với cấu trúc vi mô cục bộ.
-
Vết lớn (HBW) → “trung bình hóa” trên vùng rộng hơn.
-
-
Vùng biến dạng dẻo xung quanh vết lõm:
-
Mỗi kiểu mũi thử tạo ra trạng thái ứng suất – biến dạng khác nhau.
-
Vật liệu có thể “chịu tốt” kiểu ứng suất này nhưng “chịu kém” kiểu ứng suất kia.
-
-
Vi cấu trúc vật liệu:
-
Thép cùng độ cứng HV, nhưng tổ chức mactenxit + bainit khác với peclit + ferit.
-
Khi đo bằng HRC hay HRB, kết quả chênh lệch là chuyện bình thường.
-
Kết luận:
-
Ngay cả khi hai mẫu thép cho cùng giá trị HV,
-
Thì HRC/HRB tương ứng có thể khác nhau tùy vào:
-
Thành phần hợp kim,
-
Quá trình nhiệt luyện,
-
Kích thước hạt,
-
Mức độ đồng nhất tổ chức.
-
3.3. Bản chất của bảng chuyển đổi: thuần thực nghiệm, không phải “chân lý”
Các bảng chuyển đổi:
-
HV ↔ HRC
-
HBW ↔ HRC
-
HV ↔ HRB
…đều được xây dựng theo kiểu:
-
Thu thập hàng loạt mẫu với các mác khác nhau.
-
Đo nhiều thang đo trên cùng mẫu.
-
Vẽ đồ thị tương quan, làm trơn, tạo thành đường cong xấp xỉ.
-
Từ đó sinh ra bảng quy đổi.
Tức là:
-
Đây là tương quan thống kê,
-
Đúng tương đối với tập vật liệu dùng để xây dựng bảng,
-
Không thể đảm bảo độ chính xác 100% cho mọi loại thép trong thực tế.
Nếu anh em lấy bảng chuyển đổi này:
-
Áp cho mác thép khác hẳn thành phần và tổ chức,
-
Dùng để chốt hợp đồng, nghiệm thu, kết luận chất lượng → rủi ro rất lớn.
4. HƯỚNG DẪN DÙNG BẢNG TRA ĐỘ CỨNG: LÀM ĐÚNG THÌ RA QUYẾT ĐỊNH THÔNG MINH, LÀM SAI THÌ LỆCH CẢ HỆ THỐNG
4.1. Nguyên tắc số 1: Không tự chế công thức
Những dạng công thức như:
-
HRC ≈ a × HV + b
-
HV ≈ 10 × HRC + c
chỉ nên coi là:
-
Công cụ ước lượng rất sơ bộ để anh em hình dung dải giá trị.
-
Tuyệt đối không dùng làm chuẩn nghiệm thu, ràng buộc hợp đồng, hoặc đánh giá đáp ứng tiêu chuẩn kỹ thuật.
4.2. Nguyên tắc số 2: Chỉ dùng bảng tra có nguồn gốc rõ ràng
Bảng tra độ cứng nên:
-
Đến từ:
-
Tiêu chuẩn quốc tế (ASTM, ISO, DIN, JIS…), hoặc
-
Nhà sản xuất thép uy tín (có công bố rõ ràng phạm vi áp dụng).
-
Khi trích dẫn:
-
Ghi rõ trong tài liệu:
-
Tên tiêu chuẩn/bảng.
-
Dải độ cứng áp dụng.
-
Loại vật liệu (thép cacbon, thép hợp kim, gang…).
-
4.3. Cách sử dụng bảng tra HV ↔ HRB/HRC hợp lý
Quy trình đơn giản:
-
Xác định đúng loại thép
-
Đây là thép chống mài mòn (AR, NM, Hardox…), hay thép kết cấu, thép dụng cụ, C45…?
-
Vật liệu đã tôi – ram, hay chỉ cán nóng bình thường?
-
-
Đọc kỹ phạm vi áp dụng của bảng tra
-
Ví dụ: “Bảng này áp dụng cho thép cacbon, dải 200–450 HBW”.
-
Nếu thép chống mài mòn hợp kim cao, hoặc ngoài dải độ cứng → sai số tăng.
-
-
Tra giá trị một cách “khiêm tốn”
-
Ví dụ: HV ≈ 400 → bảng cho HRC ≈ 43–45.
-
Hiểu rằng: đây là vùng tương đương, không phải giá trị chính xác tới 0,1.
-
-
Ghi chú rõ trong báo cáo
-
“Giá trị HRC được ước tính từ HV theo bảng chuyển đổi ABC (nguồn…)”.
-
Không biến con số ước tính thành “chuẩn tuyệt đối”.
-
4.4. Không dùng bảng tra để “phán” chất lượng vật liệu chỉ dựa trên một con số
Thực tế nhiều người mắc lỗi:
-
“Thép A đo ra 44 HRC, thép B quy đổi ra chỉ 42 HRC → kết luận A tốt hơn B.”
Cách nghĩ này quá đơn giản. Thực tế còn cần:
-
So sánh thành phần hợp kim (Cr, Mo, Ni, B…).
-
So sánh độ dai va đập nếu có số liệu.
-
Test thực tế trong cùng điều kiện mài mòn:
-
Số giờ chạy.
-
Số lần dừng máy.
-
Dạng hư hỏng (mòn mỏng dần hay nứt, vỡ?).
-
5. CASE ĐIỂN HÌNH: HV 400 CỦA AR400 VÀ HV 400 CỦA C45 – NHÌN GIỐNG NHƯNG THỰC CHIẾN KHÁC XA
Đây là ví dụ giúp anh em nhớ rất lâu.
5.1. AR400 – Thép chống mài mòn “đúng nghĩa”
AR400 (Abrasion Resistant 400):
-
Thuộc nhóm thép chống mài mòn có:
-
Thành phần hợp kim được thiết kế chuyên để chịu mài mòn.
-
Quá trình nhiệt luyện – tôi – ram được tối ưu để vừa cứng vừa dai.
-
-
Độ cứng thường công bố khoảng:
-
360–440 HBW, tương đương quanh 400 HV (tùy hãng).
-
-
Đặc điểm:
-
Mặt ngoài cứng, chịu mài trượt, mài va tốt.
-
Lõi và tổ chức vẫn giữ được độ dai nhất định, hạn chế nứt vỡ.
-
Ứng dụng điển hình:
-
Phễu chứa, máng trượt, hầm liệu.
-
Ben dumper, thùng xe tải mỏ, chảo liệu.
-
Tấm lót băng tải, tấm hứng, ống dẫn liệu.
-
Vị trí vừa mài vừa va.
5.2. C45 – Thép cacbon trung bình, phụ thuộc rất mạnh vào nhiệt luyện
C45:
-
Thép cacbon trung bình (khoảng 0,45% C).
-
Ở trạng thái cán nóng, chưa nhiệt luyện:
-
Độ cứng chỉ khoảng 170–200 HBW → khá mềm.
-
Sau khi tôi + ram:
-
Bề mặt có thể đạt độ cứng cao nếu xử lý đúng.
-
Tuy nhiên:
-
Lớp cứng thường chỉ nằm trên một chiều dày hạn chế.
-
Lõi bên trong có thể mềm hơn nhiều.
-
Cấu trúc không được tối ưu như thép chống mài mòn chuyên dụng.
-
5.3. Cùng là “HV 400” – nhưng độ bền thực tế khác nhau một trời một vực
Giả sử:
-
Bề mặt AR400 và C45 tôi đều đo ra khoảng 400 HV.
Trên giấy, con số giống nhau. Nhưng:
-
AR400:
-
Thiết kế để chịu mài trượt + va đập,
-
Tổ chức đồng nhất từ bề mặt vào lõi,
-
Độ dai tương đối tốt, chống nứt hơn.
-
-
C45 tôi:
-
Lớp cứng chỉ ở vùng bề mặt,
-
Lõi mềm hơn,
-
Trong môi trường va đập nặng + mài (búa đập, má nghiền) dễ:
-
Nứt bề mặt,
-
Bong lớp tôi,
-
Gãy vỡ khi chịu shock lớn.
-
-
Kết luận:
-
HV 400 của AR400 ≠ HV 400 của C45 về tuổi thọ, độ tin cậy và rủi ro nứt vỡ.
-
Đơn giản hóa vật liệu chỉ bằng một con số độ cứng là cách nhìn quá nguy hiểm.
6. ĐỨC, MỸ, NHẬT… KHÔNG ĐO CHO VUI: HỌ NHÌN ĐỘ CỨNG TRONG BỨC TRANH LỚN HƠN
Ở các hãng thép lớn và nhà máy chuẩn quốc tế, độ cứng thường được đặt trong “combo”:
-
Độ cứng (HV/HB/HRC) – chỉ là trục đầu tiên.
-
Độ dai va đập – rất quan trọng với chi tiết chịu va đập.
-
Độ bền chảy, độ bền kéo – đảm bảo kết cấu tổng thể.
-
Khả năng hàn, khả năng gia công – hàn được hay nứt, khoan được hay gãy mũi.
-
Tính ổn định lô – lô – nhập 10 lần vẫn “giống nhau như 1”, không lô đẹp lô tệ.
Chính vì vậy:
-
Trong catalog thép chống mài mòn, anh em sẽ thấy:
-
Độ cứng chỉ là một dòng trong cả bảng thông số.
-
Kèm theo là khuyến nghị nên dùng mác nào cho vị trí nào.
-
Đó là tư duy mà anh em kỹ sư, quản lý kỹ thuật, chủ nhà máy nên tham khảo:
Không “thờ phụng” một con số độ cứng, mà dùng nó như một công cụ trong bộ công cụ lớn hơn.
7. ỨNG DỤNG THỰC TẾ: CHỌN THÉP CHỐNG MÀI MÒN CHO CÁC VỊ TRÍ ĐIỂN HÌNH
Để bài viết không bị “trên mây”, ta kéo xuống mặt đất: phễu, máng, búa, ben…
7.1. Phễu chứa, máng trượt, ống dẫn liệu
Đặc điểm:
-
Chủ yếu chịu mài trượt.
-
Có va đập, nhưng thường không cực nặng như búa đập.
Lựa chọn thường thấy:
-
NM360/AR360: mài vừa, vật liệu không quá sắc cạnh.
-
NM400/AR400/Hardox 400: mài nặng hơn, hạt sắc, lưu lượng lớn.
Ở đây:
-
Độ cứng tầm 360–440 HBW (gần 400 HV) là hợp lý.
-
Có thể quy đổi sang HRC/HV để tham khảo, nhưng khi chọn mác thép nên dựa trên khuyến nghị của nhà sản xuất và kinh nghiệm vận hành thực tế.
7.2. Búa đập, tấm lót máy nghiền, sàng rung
Đặc điểm:
-
Vừa mài rất mạnh, vừa va đập cực lớn.
-
Chi tiết chịu rung, chịu lực xung kích, chịu va đập liên tục.
Lựa chọn thường:
-
Thép chống mài mòn độ cứng cao (NM450–NM500, AR450–AR500, Hardox 450–500).
-
Hoặc vật liệu hai thành phần, bimetal, gốm + thép, tùy giải pháp.
Ở đây:
-
Chỉ số độ cứng rất quan trọng, nhưng:
-
Nếu quá cứng mà giòn, chi tiết sẽ nứt, mẻ, vỡ.
-
Cần kết hợp độ cứng + độ dai va đập.
-
Chuyển đổi HV ↔ HRC/HB chỉ nên dùng để:
-
So sánh tương đối giữa các mác thép,
-
Tuyệt đối không dùng làm tiêu chí duy nhất.
7.3. Ben dumper, thùng xe tải mỏ, máng hứng vật liệu rơi từ cao
Đặc điểm:
-
Vật liệu rơi từ độ cao lớn, va vào tấm với năng lượng lớn.
-
Vừa mài vừa va, lại có local impact (đập từng đợt).
Thường dùng:
-
AR400/Hardox 400 cho thành ben.
-
Những vị trí chịu va đập nặng hơn có thể dùng AR450/Hardox 450.
Tư duy đúng:
-
Không phải cứ cứng nhất là tốt nhất.
-
Cần cân bằng giữa:
-
Chống mòn,
-
Chống nứt,
-
Khả năng hàn,
-
Giá vật liệu.
-
8. QUY TRÌNH THỰC TẾ ĐỂ ĐO VÀ CHUYỂN ĐỔI ĐỘ CỨNG TRONG NHÀ MÁY
Đây là phần anh em có thể dùng luôn cho quy trình nội bộ.
Bước 1 – Thu thập dữ liệu vật liệu
-
Mã mác thép (nếu có).
-
Chứng chỉ vật liệu:
-
Thành phần hóa học.
-
Độ cứng công bố (HV/HB/HRC).
-
Các tính chất cơ học khác.
-
Nếu không có:
-
Ghi nhận càng nhiều thông tin thực tế càng tốt.
-
Nếu cần, gửi mẫu đi phân tích thành phần + tổ chức.
Bước 2 – Xác định loại mài mòn tại vị trí sử dụng
-
Mài trượt hay mài va?
-
Va mạnh hay nhẹ?
-
Kích thước, hình dạng, độ sắc của hạt liệu?
-
Có nước, bùn, hóa chất, nhiệt độ cao không?
Không trả lời được mấy câu này, việc “chọn độ cứng” chỉ là đoán mò.
Bước 3 – Chọn thang đo phù hợp
-
Thép chống mài mòn:
-
Ưu tiên HBW + HV, có thể kèm HRC.
-
-
Thép kết cấu mềm:
-
HRB + HBW.
-
-
Thép dụng cụ, thép tôi:
-
HRC + HV.
-
Không dùng HRB cho:
-
Thép có độ cứng cao, thép AR/Hardox/NM.
Bước 4 – Chuẩn bị bề mặt đo
-
Mài phẳng, sạch sơn, sạch rỉ, sạch xỉ.
-
Tránh:
-
Gần mép cắt,
-
Gần đường hàn,
-
Gần lỗ khoan.
-
-
Đảm bảo độ dày tấm đủ lớn theo khuyến nghị của máy đo.
-
Đối với HV, chú ý bề mặt phải phẳng và mịn.
Bước 5 – Đo nhiều điểm, loại bỏ số “dị”
-
Mỗi vị trí, đo tối thiểu 3–5 điểm.
-
Nếu có điểm quá lệch → kiểm tra lại:
-
Bề mặt chỗ đó có vấn đề không?
-
Máy, mũi thử, thao tác?
-
-
Lấy giá trị trung bình:
-
Ghi rõ vị trí đo.
-
Ghi rõ thang đo (HV10, HV30, HRC, HBW…).
-
Bước 6 – Chuyển đổi (nếu bắt buộc phải làm)
-
Dùng bảng tra chính thống (ASTM/ISO/hãng thép).
-
Đảm bảo:
-
Đúng dải độ cứng.
-
Đúng loại vật liệu.
-
-
Ghi rõ trong báo cáo:
-
“Giá trị HRC/HB ước tính từ HV theo bảng XYZ”.
-
-
Không dùng giá trị quy đổi làm tiêu chí duy nhất để đánh giá đạt/không đạt.
Bước 7 – Liên kết với tuổi thọ thực tế
-
Lưu lại dữ liệu:
-
Vật liệu A: độ cứng, tuổi thọ bao lâu, dạng hư hỏng.
-
Vật liệu B (thay thế): độ cứng, tuổi thọ, dạng hư hỏng.
-
-
Sau vài chu kỳ, anh em sẽ có:
-
“Bảng kinh nghiệm nội bộ” của riêng nhà máy.
-
Biết rõ: ở vị trí X nên chọn mác gì, độ cứng khoảng nào thì tối ưu.
-
9. FAQ – GIẢI ĐÁP NHANH CÁC CÂU HỎI VỀ CHUYỂN ĐỔI ĐỘ CỨNG
Câu 1: Có công thức chuẩn HV → HRC/HRB cho mọi loại thép không?
❌ Không.
Chỉ có bảng tra thực nghiệm, đúng tương đối trong dải vật liệu và độ cứng mà nó được xây dựng.
Câu 2: Em đo được 420 HV, có thể khẳng định thép đạt 45 HRC không?
-
Có thể ước lượng 420 HV ~ 44–45 HRC (tùy bảng).
-
Nhưng không nên khẳng định tuyệt đối.
-
Nếu hợp đồng/yêu cầu kỹ thuật bắt buộc HRC → nên đo trực tiếp HRC.
Câu 3: Dùng HRB để nghiệm thu thép chống mài mòn được không?
Không nên.
-
HRB phù hợp cho thép mềm, kim loại màu.
-
Thép chống mài mòn độ cứng cao → HRB cho kết quả không tin cậy.
Câu 4: Trong xưởng chỉ có máy HV, bản vẽ lại yêu cầu HRC. Xử lý sao?
-
Đo HV chuẩn chỉnh.
-
Dùng bảng tra chính thống để ước tính HRC.
-
Thống nhất với khách hàng/thiết kế:
-
Hoặc chấp nhận dùng HV làm chuẩn,
-
Hoặc gửi mẫu đi đơn vị ngoài đo HRC.
-
Câu 5: Tại sao hai lô thép cùng ghi 400 HBW mà tuổi thọ khác nhau nhiều?
Vì:
-
Thành phần hợp kim khác.
-
Quy trình nhiệt luyện khác.
-
Độ đồng đều theo chiều dày khác.
-
Chất lượng luyện kim: tạp chất, khuyết tật… khác.
Độ cứng giống nhau không đảm bảo tuổi thọ giống nhau.
Câu 6: Có nên tự xây bảng quy đổi nội bộ không?
✅ Có, nếu làm đúng cách:
-
Chọn 1–2 mác thép đang dùng nhiều.
-
Cho phòng thí nghiệm đo HV + HRC + HBW trên cùng mẫu.
-
Ghi lại tương quan → lập bảng nội bộ.
-
Ghi rõ:
-
Bảng này chỉ áp dụng cho mác thép đó,
-
Không dùng cho vật liệu khác.
-
10. KẾT LUẬN: ĐỪNG “THẦN THÁNH HÓA” MỘT CHỈ SỐ – HÃY SUY NGHĨ NHƯ MỘT KỸ SƯ VẬT LIỆU THỰC THỤ
Tóm lại:
-
HV – HRB – HRC là ba thang đo khác nhau, không thể có một công thức duy nhất để quy đổi tuyệt đối.
-
Mọi bảng tra chỉ mang tính thực nghiệm, có sai số, và phải dùng đúng dải áp dụng.
-
Độ cứng quan trọng, nhưng:
-
Không được bỏ qua độ dai va đập, cấu trúc luyện kim, khả năng hàn, kinh nghiệm vận hành.
-
Khi chọn thép chống mài mòn cho:
-
Máy nghiền, búa đập, phễu, máng, ben dumper, ống dẫn liệu…
thì tư duy đúng không phải là:
“Thép này bao nhiêu HV/HRC?”
Mà là:
-
Vị trí này chịu mài mòn kiểu gì?
-
Cần độ cứng khoảng bao nhiêu là đủ – không thiếu, không thừa.
-
Vật liệu có độ dai va đập, khả năng chống nứt phù hợp không?
-
Đã có case thực tế, dữ liệu tuổi thọ từ nhà máy tương tự chưa?
Nếu anh em đang:
-
Mỗi năm thay cả đống tấm lót, phễu, máng vì mòn hoặc nứt.
-
Lúng túng giữa AR400, NM400, Hardox, thép hai thành phần, gốm, nhựa chịu mòn…
-
Cần một người “dịch ngôn ngữ vật liệu” sang ngôn ngữ hiệu quả sản xuất, giờ chạy máy, chi phí dừng máy.
Thì:
Đừng chỉ hỏi “độ cứng bao nhiêu?”,
Hãy đặt bài toán: “vật liệu nào giúp nhà máy chạy ổn định và lời nhất?”
Đó mới là mindset của một kỹ sư/giám đốc vật liệu thực thụ.
Chi tiết LH: Mr Trà Thép 0945552288
#ThépChốngMàiMòn #ĐộCứngThép #VickersHV #RockwellHRB #RockwellHRC
#BrinellHB #ThépKỹThuật #KỹThuậtVậtLiệu #CơKhíChếTạo #NhàMáyXiMăng
#NhàMáyNhiệtĐiện #KhaiThácMỏ #Hardox #AR400 #AR500 #NM400 #SteelExper


