So sánh gốm Alumina 92–95% và thép chịu mài mòn Hardox trong đường ống công nghiệp
Góc nhìn của Ecovila dành cho nhà máy nhiệt điện – xi măng – than
Trong các nhà máy nhiệt điện, xi măng, than và công nghiệp nặng, bài toán mài mòn đường ống luôn là nỗi đau đầu: ống nhanh mòn, thủng, rò rỉ, dừng máy ngoài kế hoạch, tốn chi phí sửa chữa và mất sản lượng.
Hiện nay, hai nhóm vật liệu phổ biến để giải quyết bài toán này là:
-
Thép chịu mài mòn Hardox (và các dòng thép chịu mòn tương tự)
-
Gốm Alumina 92–95% dùng làm ống lót gốm, gạch lót, thảm gạch cho đường ống
Từ góc nhìn của một đơn vị làm giải pháp kỹ thuật cho công nghiệp, Ecovila không đứng về “phe vật liệu nào”, mà đứng về bài toán tối ưu cho nhà máy: đúng vị trí, đúng vật liệu, đúng cấu hình.
Bài viết này giúp anh/chị hiểu rõ nên dùng gốm Alumina hay Hardox trong từng trường hợp, và cách kết hợp hai vật liệu để tối ưu tuổi thọ và chi phí vòng đời cho hệ thống ống.
1. Tổng quan: Hardox và gốm Alumina 92–95% trong đường ống
1.1. Thép chịu mài mòn Hardox – “người quen” của ngành nặng
Hardox là dòng thép chịu mài mòn cao (thường 400–500 HBW trở lên), được dùng rộng rãi trong:
-
Tấm thành máng trượt, phễu liệu
-
Lót băng tải, máng rót
-
Thùng xe ben, phễu chứa
-
Một số đoạn ống và co ống chịu mài mòn
Ưu điểm chính:
-
Dễ hình dung, quen thuộc với đội cơ khí
-
Có thể cắt, hàn, gia công bằng thiết bị sẵn có
-
Độ bền mài mòn khá tốt so với thép thường
Hạn chế:
-
Dù cứng, vẫn là thép, độ cứng thấp hơn nhiều so với gốm
-
Ở những vị trí mài mòn cực nặng (ống than bột, clinker tốc độ cao), vẫn mòn rất nhanh


1.2. Gốm Alumina 92–95% – vật liệu “cực cứng” cho mài mòn khốc liệt
Gốm Alumina (Al₂O₃) với hàm lượng 92–95% là nhóm vật liệu:
-
Độ cứng rất cao – Mohs ≥ 9, gần kim cương
-
Độ cứng Vickers ~ HV 1050
-
Độ xốp biểu kiến gần 0%, bề mặt đặc, ít bám dính
-
Tỷ trọng ~3,6 g/cc, chịu nhiệt độ cao, ổn định
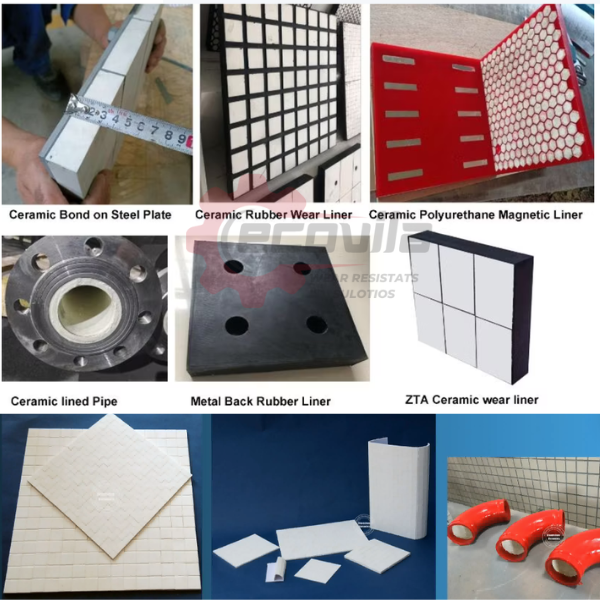
Gốm Alumina thường không dùng trực tiếp làm “ống chịu lực” như thép, mà được:
-
Lót bên trong ống thép (ống lót gốm)
-
Lót thành ống bằng gạch, thảm gạch, gạch khóa cong
Ưu điểm:
-
Khả năng chống mài mòn vượt trội trong dòng chảy có hạt rắn, tốc độ cao
-
Thích hợp cho các nhà máy muốn tăng mạnh tuổi thọ tuyến ống quan trọng
2. Tiêu chí so sánh: gốm Alumina 92–95% vs thép Hardox
2.1. Độ cứng & cơ chế chống mài mòn
Thép Hardox:
-
Độ cứng thường trong khoảng 400–500 HBW (Brinell) tùy mác
-
Chống mài mòn tốt hơn thép carbon thông thường
-
Khi bị mài mòn, thép mòn dần từng lớp đến khi mỏng và thủng
Gốm Alumina 92–95%:
-
Độ cứng Mohs ≥ 9, rất gần kim cương
-
Độ cứng Vickers ~HV 1050
-
Độ xốp bằng 0 → bề mặt đặc, khó xước, khó bào mòn
Nhìn từ thực tế vận hành:
-
Với môi trường hạt nhỏ, tốc độ cao (than bột, clinker mịn, bụi lò):
-
Gốm Alumina giữ bề mặt rất ổn định, ít mài mòn hơn nhiều so với thép, đặc biệt tại co, cút, T, Y.
-
-
Với môi trường va đập mạnh, hạt to, va đập cục bộ:
-
Hardox vẫn là lựa chọn tốt, nhất là khi cần kết cấu chịu lực lớn.
-
👉 Kết luận: về chống mài mòn tinh (erosion/abrasion) do hạt rắn, gốm Alumina 92–95% vượt trội hơn Hardox.
2.2. Khả năng chịu nhiệt & sốc nhiệt
Hardox:
-
Ít khi bị ảnh hưởng khi ở nhiệt độ trung bình
-
Tuy nhiên, khi nhiệt độ quá cao, tính chất cơ học có thể giảm
Gốm Alumina 92–95%:
-
Nhiệt độ nung: 1550 – 1680°C
-
Hoạt động ổn định ở môi trường nhiệt độ cao, sốc nhiệt vừa phải
-
Phù hợp với ống khí nóng, ống hút bụi lò, gần khu vực lò nung, lò đốt
👉 Kết luận: Về chịu nhiệt dài hạn, gốm Alumina an toàn hơn cho những vị trí đường ống nằm trong vùng nhiệt môi trường cao.

2.3. Chịu va đập & tải trọng cơ học
Đây là điểm cần nhìn rất thực tế:
Hardox:
-
Là thép, có độ dẻo nhất định
-
Chịu va đập tốt hơn gốm, không dễ nứt vỡ
-
Phù hợp môi trường có va đập cục bộ mạnh, hạt to, có khả năng kẹt vật lớn
Gốm Alumina 92–95%:
-
Cường độ nén cao (~850 MPa), độ bền uốn ~280 MPa
-
Tuy nhiên, bản chất vẫn là vật liệu gốm, giòn hơn thép
-
Nếu thiết kế, thi công không đúng (lót hở, không đỡ đều, va đập cực mạnh tập trung), có thể nứt hoặc vỡ cục bộ
👉 Kết luận:
-
Ở những điểm va đập cực mạnh, vật liệu hạt lớn, nên cân nhắc Hardox hoặc kết hợp:
-
Vỏ thép chịu lực + lớp gốm ở vùng chịu mài mòn chính.
-
2.4. Trọng lượng & kết cấu
-
Thép Hardox: tỷ trọng ~7,8 g/cc, nặng, nhưng kết cấu đơn giản (1 lớp thép).
-
Gốm Alumina: tỷ trọng ~3,6 g/cc, nhẹ hơn, nhưng thường dùng dạng lót trên thép → kết cấu: thép + gốm.
Về thiết kế:
-
Với tuyến ống mới, có thể tối ưu dày – mỏng từng lớp thép + gốm để cân bằng khối lượng, độ cứng, độ bền.
-
Với tuyến ống cũ, có thể giữ nguyên ống thép, chỉ nâng cấp bằng lớp gốm lót bên trong.
2.5. Thi công, bảo trì & độ phức tạp
Hardox:
-
Dễ mua, dễ cắt, dễ hàn, đội cơ khí nào cũng quen
-
Thay thế, hàn vá, gia cường nhanh
-
Nhưng… phải thay thường xuyên ở vị trí mài mòn nặng
Gốm Alumina 92–95%:
-
Cần thiết kế & thi công chuyên hơn:
-
Thảm gạch, ống gốm, gạch hình thang, gạch khóa cong
-
Keo, vữa, phương án cố định
-
-
Thi công ban đầu mất công hơn, nhưng về sau ít phải “đụng” vào tuyến ống nữa
👉 Kết luận:
-
Hardox dễ thi công nhưng tổn hao vòng đời cao.
-
Gốm Alumina thi công phức tạp hơn, nhưng “làm một lần – dùng lâu dài” nếu thiết kế đúng.
2.6. Tuổi thọ & chi phí vòng đời (Life Cycle Cost)
Đây là phần mà giám đốc nhà máy cần nhìn trên 3–5 năm, không chỉ nhìn giá 1 mét ống:
-
Thép Hardox:
-
Đầu tư ban đầu thấp hơn
-
Nhưng ở vị trí mài mòn nặng, có thể phải thay ống theo chu kỳ ngắn (6–12 tháng, thậm chí nhanh hơn)
-
Chi phí dừng máy, nhân công, tổn thất sản lượng không hề nhỏ
-
-
Gốm Alumina 92–95%:
-
Đầu tư ban đầu cao hơn
-
Nhưng tuổi thọ có thể dài hơn nhiều lần nếu dùng đúng ứng dụng
-
Dừng máy ít hơn, ổn định vận hành tốt hơn
-
👉 Kết luận:
Tính trên vòng đời 3–5 năm, giải pháp gốm Alumina thường có chi phí tổng thể thấp hơn ở những vị trí mài mòn cực nặng, đặc biệt là trong nhà máy nhiệt điện, xi măng, than.
3. Nên dùng gốm Alumina hay Hardox cho đường ống? – Gợi ý theo từng bài toán
3.1. Khi nào ưu tiên thép chịu mài mòn Hardox?
-
Vị trí cần chịu lực nhiều, va đập mạnh, hạt lớn
-
Khu vực dễ tiếp cận, dễ thay thế
-
Dự án cần giải pháp nhanh, đầu tư ban đầu thấp, chấp nhận thay thế định kỳ
-
Các kết cấu như phễu, máng, tấm thành chịu va đập khối lớn
3.2. Khi nào nên chuyển sang dùng gốm Alumina 92–95%?
-
Đường ống vận chuyển than bột, clinker mịn, bụi lò, bột liệu với tốc độ cao
-
Các đoạn co, cút, T, Y trong tuyến ống – nơi mài mòn tập trung
-
Vị trí đường ống khó tiếp cận, khó thay thế, mỗi lần dừng máy là mất rất nhiều tiền
-
Dự án ưu tiên độ ổn định, tính toán chi phí vòng đời hơn là chỉ chi phí đầu tư ban đầu

3.3. Khi nào nên kết hợp cả hai vật liệu?
Giải pháp thông minh thường không phải “chọn 1 bỏ 1”, mà là kết hợp:
-
Ống thép chịu lực (Hardox hoặc thép carbon dày) +
-
Lớp lót gốm Alumina ở vùng chịu mài mòn trực tiếp
Ưu điểm:
-
Vỏ thép giúp kết cấu cứng, chịu va đập tổng thể
-
Gốm Alumina đảm nhiệm vai trò “áo giáp chống mài mòn”
-
Tuổi thọ cao, ít phải can thiệp vào hệ thống
4. Case mô phỏng: Đường ống than bột dùng Hardox vs dùng gốm Alumina lót
4.1. Bài toán đặt ra
-
Đường ống vận chuyển than bột từ silo tới buồng đốt
-
Tốc độ dòng cao, hạt mịn, mài mòn liên tục
-
Vị trí co 90° thường xuyên bị thủng, phải hàn vá ống
4.2. Phương án 1 – Chỉ dùng ống Hardox
-
Ưu điểm:
-
Giá tấm thép dễ chịu hơn
-
Thi công nhanh, thay thế đơn giản
-
-
Hạn chế:
-
Sau một thời gian (ví dụ 6–12 tháng, tùy thực tế), vị trí co lại mòn mỏng, phải xử lý
-
Mỗi lần dừng máy để sửa là mất chi phí và sản lượng
-
4.3. Phương án 2 – Ống thép + lót gốm Alumina tại co 90°
-
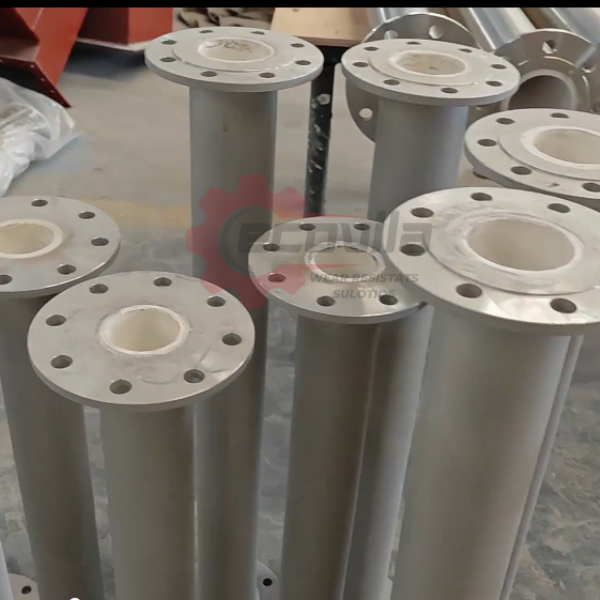
Thiết kế co 90° với:
-
Vỏ thép chịu lực bên ngoài
-
Bên trong lót gạch gốm Alumina hoặc ống gốm phù hợp
-
-
Kết quả kỳ vọng:
-
Thời gian giữa các lần bảo trì kéo dài hơn nhiều
-
Co ống không còn là điểm nóng mài mòn như trước
-
Chi phí vòng đời giảm, vận hành ổn định
-
5. Góc nhìn của Ecovila: Chiến lược vật liệu cho hệ thống ống chịu mài mòn
Ecovila không chỉ bán một loại vật liệu, mà xây dựng giải pháp tổng thể:
-
Khảo sát & phân vùng mài mòn
-
Không phải đoạn ống nào cũng cần gốm, và không phải vị trí nào dùng Hardox cũng tối ưu.
-
-
Phân loại vị trí: mài mòn nhẹ – vừa – nặng – cực nặng
-
Chọn vật liệu theo phân vùng:
-
Thép thường
-
Thép chịu mài mòn Hardox
-
Thép + lót gốm Alumina 92–95%
-
-
Thiết kế & thi công đồng bộ
-
Tránh chỗ thừa, chỗ thiếu, chỗ quá dày, chỗ quá mỏng
-
Khi làm đúng, anh/chị sẽ:
-
Giảm số điểm “đau đầu” trong hệ thống ống
-
Tăng độ ổn định sản xuất
-
Chủ động kế hoạch bảo trì và tài chính
6. Kết luận & kêu gọi hành động
Tóm gọn lại cho nhanh:
-
Hardox phù hợp cho những vị trí va đập mạnh, dễ thay thế, cần kết cấu thép đơn giản.
-
Gốm Alumina 92–95% là “át chủ bài” cho các đoạn mài mòn khốc liệt, dòng chảy hạt mịn tốc độ cao, khó dừng máy để sửa.
-
Phương án thông minh thường là kết hợp, chứ không phải chọn 1 bỏ 1.
Nếu anh/chị đang:
-
Mỗi năm thay vài lần đoạn ống co/cút trong tuyến than, clinker, bụi
-
Thường xuyên bị thủng ống, rò rỉ, phải hàn vá tạm bợ
-
Muốn giảm dừng máy, tối ưu chi phí vòng đời, chứ không chỉ giảm giá mua vật liệu lúc đầu
Thì đây là lúc nên ngồi lại, vạch sơ đồ tuyến ống, và để Ecovila cùng anh/chị thiết kế lại chiến lược vật liệu.
Liên hệ Ecovila để được tư vấn giải pháp ống lót gốm Alumina & thép chịu mài mòn phù hợp:
– Hotline: 0945552288
– Email: ecovila2023@gmail.com
– Số 12 Khuất Duy Tiến Thanh Xuân Hà Nôị


