5 vị trí mài mòn nặng nhất trong đường ống nhà máy nhiệt điện – Và cách xử lý bằng ống lót gốm Alumina
Trong nhà máy nhiệt điện than, hệ thống đường ống gần như “mạch máu” của cả nhà máy: vận chuyển than bột, tro xỉ, khí nóng, bụi… suốt 24/7.
Nếu chọn sai vật liệu hoặc thiết kế không chuẩn, ống sẽ mòn nhanh, thủng, rò than, rò bụi, buộc phải dừng máy sửa chữa, ảnh hưởng trực tiếp đến an toàn, sản lượng và chi phí vận hành.
Từ kinh nghiệm triển khai các giải pháp chống mài mòn, góc nhìn của Ecovila cho thấy có 5 “điểm nóng mài mòn” trong hệ thống ống mà nhà máy nào cũng phải đối mặt. Và nếu xử lý triệt để 5 điểm này bằng ống lót gốm Alumina 92–95%, anh/chị có thể:
-
Kéo dài tuổi thọ hệ thống ống
-
Giảm số lần dừng máy ngoài kế hoạch
-
Chủ động hơn trong công tác bảo trì, sửa chữa
Cùng đi từng điểm một.
1. Co, cút 90° trong tuyến ống vận chuyển than bột – “Tâm bão” mài mòn
1.1. Vì sao đoạn co 90° mòn nhanh nhất?
Trong tuyến ống vận chuyển than bột:
-
Dòng khí + than bột chuyển động với tốc độ cao
-
Tại đoạn thẳng, hạt than đi tương đối “êm” theo phương dòng chảy
-
Nhưng đến co 90°, lực quán tính khiến hạt than lao thẳng vào thành ống phía ngoài cua, gây mài mòn cực mạnh tại khu vực đó
Hậu quả thường thấy:
-
Mòn thành ống tạo thành rãnh sâu
-
Thủng ống ở mặt ngoài co → rò than, rò khí, ảnh hưởng an toàn
-
Thường xuyên phải hàn vá, thay co, nhất là vào mùa chạy tải cao
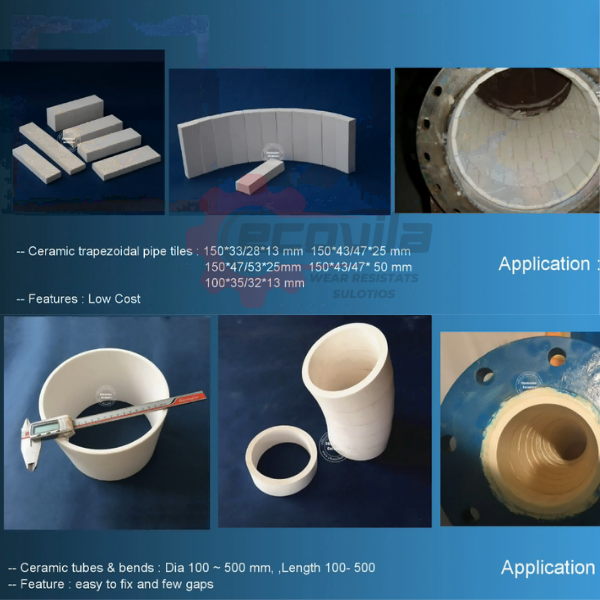
1.2. Giải pháp ống lót gốm Alumina cho co 90°
Đây là “chỗ đẹp” để áp dụng ống lót gốm Alumina 92–95%, bởi:
-
Mài mòn mang tính cọ xát liên tục của hạt mịn, phù hợp với ưu thế độ cứng của gốm
-
Co 90° là điểm định vị rõ ràng, dễ thiết kế module ống lót gốm & thi công
Giải pháp Ecovila thường đề xuất:
-
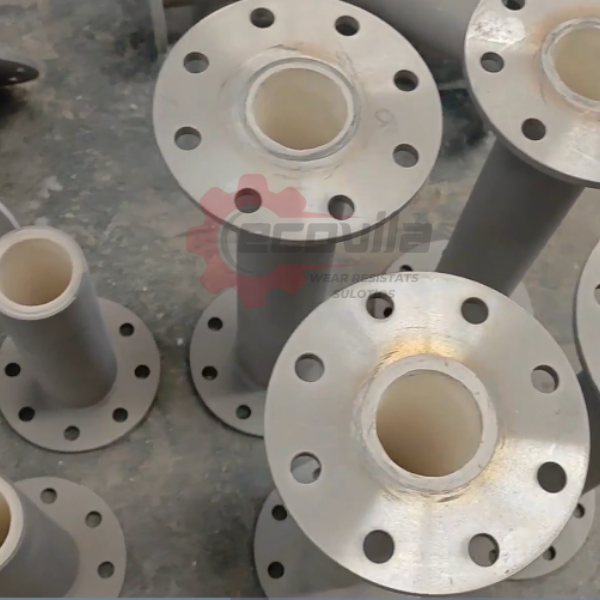
Vỏ ngoài: ống thép chịu lực (theo tiêu chuẩn thiết kế của nhà máy)
-
Bên trong:
-
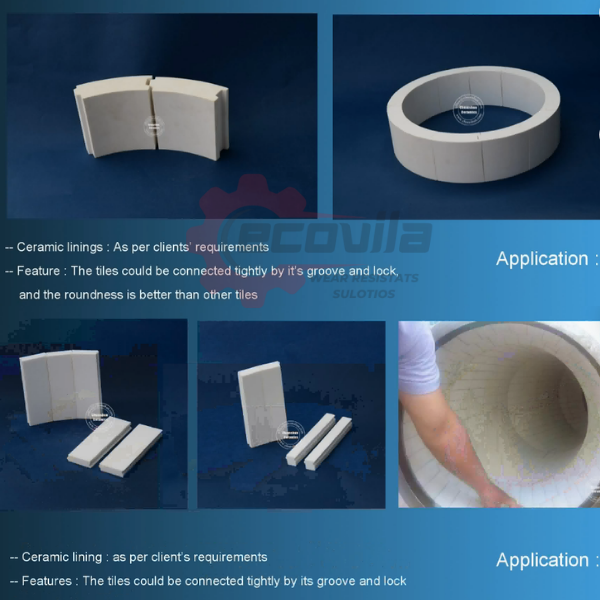
Dùng ống gốm Alumina dạng cung tròn cho co 90°, hoặc
-
Lót bằng gạch khóa cong / gạch hình thang xếp thành vòng
-
-
Lựa chọn gốm 92% hoặc 95% tùy mức độ mài mòn & yêu cầu dự án
Lợi ích kỳ vọng:
-
Giảm đáng kể tốc độ mòn tại co
-
Thời gian giữa các lần bảo trì kéo dài hơn rất nhiều
-
Hạn chế tình trạng thủng ống, rò than tại co 90°


2. Tê (T) và Y chia nhánh trong hệ thống ống than & khí
2.1. Vấn đề mài mòn tại T/Y chia dòng
Ở các đoạn T / Y phân nhánh, dòng than bột hoặc khí mang bụi:
-
Bị đổi hướng gấp, chia nhánh lưu lượng
-
Tạo ra các vùng dòng xoáy, va đập cục bộ
-
Hạt rắn thường “đập” vào phần thành đối diện nhánh rẽ rất mạnh
Hậu quả:
-
Cục bộ mòn sâu tại vùng giao nhau của ống
-
Có thể vừa mòn, vừa xói cục bộ, sinh ra lỗ thủng
-
Vùng T/Y thường ở vị trí “khó với tới”, nên mỗi lần sửa chữa rất mất công
2.2. Lót gốm Alumina cho T/Y – xử lý đúng điểm va đập
Với T/Y, Ecovila không chỉ “ốp gốm cho đẹp”, mà đi đúng bài:
-
Xác định vùng va đập chính của hạt rắn khi đổi hướng
-
Thiết kế hình dạng viên gốm (gạch hình thang, khóa cong, type T/Y) sao cho:
-
Bề mặt lót bám sát biên dạng T/Y
-
Không để hở nhiều khe, tránh dòng khí “chui” vào, gây mòn từ bên trong
-
Giải pháp gợi ý:
-
Lót gốm tại:
-
Phần “lưng” của nhánh T/Y – nơi hạt đập vào khi rẽ dòng
-
Vùng chuyển tiếp giữa thân chính và nhánh
-
-
Kết hợp thảm gạch + gạch khóa cong để vừa linh hoạt, vừa chắc
Kết quả:
-
Giảm tình trạng mòn lệch, mòn cục bộ tại T/Y
-
Ổn định lưu lượng chia nhánh, không phải thay T/Y thường xuyên nữa

3. Ống hút bụi, ống khí nóng gần lò – mài mòn + nhiệt độ + bụi mịn
3.1. Bài toán kép: mài mòn + nhiệt
Ở những khu vực gần lò đốt, cyclone, tháp trao đổi nhiệt, các ống:
-
Vận chuyển khí nóng mang nhiều bụi mịn, tính mài mòn cao
-
Nhiệt độ khí có thể khá cao, cộng thêm sốc nhiệt khi tải thay đổi
-
Nếu chỉ dùng thép (kể cả thép chịu mài mòn), vừa mòn, vừa bị “hành” bởi nhiệt
Triệu chứng thường gặp:
-
Bề mặt ống mòn mỏng đi theo thời gian
-
Một số vị trí kết hợp ăn mòn + mài mòn, gây thủng nhanh
-
Khó kiểm soát do nhiều đoạn nằm ở vị trí cao, khó tiếp cận
3.2. Ống lót gốm Alumina – phù hợp cho môi trường bụi mịn, nóng
Gốm Alumina 92–95%:
-
Chịu được nhiệt độ cao hơn nhiều so với thép thông thường
-
Độ xốp 0 → hạn chế bám dính bụi, bề mặt ổn định
-
Độ cứng rất cao → chống mài mòn bởi bụi mịn trong khí nóng
Cách Ecovila xử lý:
-
Xác định các đoạn có tốc độ khí + bụi mịn cao (ví dụ sau cyclone, đoạn co trước quạt hút…)
-
Áp dụng:
-
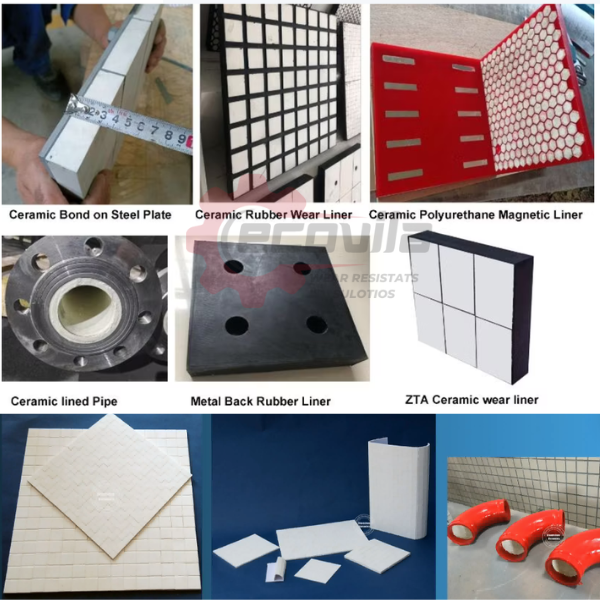
Lót gạch gốm bên trong ống thép, dùng thảm gạch khảm hoặc gạch hình thang
-
Với ống đường kính lớn, ưu tiên thảm gạch để thi công linh hoạt
-
-
Thiết kế khoảng giãn nở phù hợp để gốm + thép không “hục nhau” khi nhiệt độ dao động
Lợi ích:
-
Tăng tuổi thọ ống hút bụi, ống khí nóng
-
Giảm rò rỉ bụi, hạn chế ô nhiễm & mất an toàn
-
Giảm số lần phải giàn giáo, tháo ống, thay đoạn ở trên cao

4. Ống xả tro, xỉ – hạt nóng, mài mòn mạnh, dễ tắc
4.1. Tro, xỉ – hạt vừa mài mòn, vừa “khó chịu”
Tro, xỉ từ buồng đốt / đáy lò có đặc điểm:
-
Hạt rắn, góc cạnh, khối lượng riêng lớn
-
Nhiệt độ còn tương đối cao (tùy hệ thống làm nguội)
-
Dễ gây mài mòn + va đập, đặc biệt tại các cút, chỗ thay đổi cao độ
Đường ống xả tro nếu không được bảo vệ tốt:
-
Rất hay bị mòn tại đáy ống, co, chỗ đổi hướng
-
Khi mòn thủng → rò xỉ, bụi nóng ra ngoài, mất an toàn
-
Có thể xuất hiện cục xỉ bám dính, gây tắc cục bộ
4.2. Giải pháp lót gốm Alumina cho ống xả tro, xỉ
Với ống xả tro, Ecovila thường thiết kế theo vùng:
-
Vùng chịu mài mòn khốc liệt (ví dụ: co 90°, chỗ đổ xỉ xuống, đáy ống):
→ Lót gạch gốm Alumina độ dày phù hợp (tùy thông số vận hành) -
Vùng ít mài mòn hơn:
→ Có thể dùng thép chịu mài mòn để tối ưu chi phí
Hình thức lót:
-
Gạch hình thang theo biên dạng ống
-
Hoặc dùng thảm gạch cho đoạn ống lớn hơn
Điểm quan trọng:
-
Thiết kế để dòng chảy trượt trên bề mặt gốm, không tạo điểm xoáy giữ vật liệu
-
Giảm tối đa điểm “tụ” tro xỉ gây tắc


5. Đoạn thu – loe, chỗ thay đổi tiết diện ống – “điểm gãy” dòng chảy
5.1. Vấn đề tại đoạn thu – loe (giảm / tăng đường kính)
Ở những đoạn:
-
Thu hẹp đường kính (reducers)
-
Mở rộng đường kính (expanders)
Dòng vật liệu thường:
-
Tăng / giảm tốc độ cục bộ
-
Hình thành vùng xoáy nhỏ, tạo vệt mài mòn không đều
-
Hạt rắn có xu hướng đập mạnh vào một vùng thành ống khi chuyển tiết diện
Kết quả:
-
Thành ống bị mài mòn thành rãnh hoặc vùng lõm sâu
-
Không để ý thì đến lúc “vỡ” là đã muộn
5.2. Lót gốm Alumina đúng hình – đúng điểm mòn
Với đoạn thu – loe, nếu chỉ dùng thép/cao su:
-
Ban đầu có thể “chịu được”, nhưng theo thời gian vẫn sẽ mòn dần
-
Thay thế lặp đi lặp lại, đặc biệt nếu đoạn này nằm giữa tuyến ống dài, rất mất công
Giải pháp với gốm Alumina:
-
Dùng gạch gốm dạng hình thang thiết kế theo góc thu – loe
-
Sắp xếp sao cho dòng vật liệu trượt đều trên bề mặt gốm, không tạo góc chết
-
Có thể kết hợp với thảm gạch ở những đoạn chuyển tiếp phức tạp
Kết quả:
-
Giảm mài mòn bất thường tại đoạn chuyển tiết diện
-
Giữ được tiết diện ống ổn định lâu dài, không bị “ăn mòn lệch” làm giảm lưu lượng
6. Chiến lược tổng thể: Tập trung xử lý 5 điểm nóng, không cần “ốp gốm toàn nhà máy”
Một sai lầm thường gặp là:
Hoặc “không làm gì” – chấp nhận mòn, hàn vá, thay liên tục.
Hoặc “ốp cho đã” – chỗ nào cũng muốn lót gốm, chi phí đầu tư đội lên.
Góc nhìn của Ecovila là tập trung:
-
Xác định 5 nhóm vị trí mài mòn nặng nhất:
-
Co, cút 90° trong tuyến than bột
-
T/Y chia nhánh
-
Ống hút bụi, ống khí nóng gần lò
-
Ống xả tro, xỉ
-
Đoạn thu – loe, đoạn chuyển tiết diện
-
-
Tập trung lót gốm Alumina 92–95% cho những vùng này
-
Các đoạn mài mòn nhẹ hơn có thể dùng thép chịu mài mòn hoặc giải pháp khác
Kết quả:
-
Không đội chi phí đầu tư quá cao
-
Nhưng giải quyết đúng những điểm “hay gây chuyện” nhất
-
Giảm rõ rệt số lần dừng máy vì thủng ống / rò than / rò bụi
7. Ecovila đồng hành cùng nhà máy: từ khảo sát đến vận hành
Để việc lót ống gốm Alumina hiệu quả, Ecovila không bán hàng kiểu “ship gạch đến cổng nhà máy là xong”, mà đi theo quy trình:
-
Khảo sát & thu thập dữ liệu
-
Lưu lượng, loại vật liệu (than, tro, bụi…), nhiệt độ
-
Tốc độ dòng, áp suất, vị trí co, cút, T, Y, thu – loe
-
Hiện trạng mòn: chỗ nào hay thủng, hay vá, hay kêu
-
-
Xác định 5 nhóm điểm nóng trên tuyến ống cụ thể
-
Đánh dấu trên bản vẽ tuyến ống
-
Chụp ảnh hiện trạng, đo chiều dày còn lại (nếu cần)
-
-
Đề xuất cấu hình gốm Alumina & giải pháp lót
-
Chọn gốm 92% hay 95%
-
Chọn dạng ống gốm, gạch hình thang, gạch khóa cong, thảm gạch
-
Tính toán chiều dày, cách cố định, mạch ghép
-
-
Thiết kế & gia công theo bản vẽ
-
Gia công module ống lót gốm theo từng vị trí
-
Tối ưu để đội bảo trì nhà máy có thể thi công & thay thế thuận tiện
-
-
Hỗ trợ thi công & đánh giá sau vận hành
-
Hướng dẫn hoặc trực tiếp lắp đặt
-
Sau 6–12 tháng, đánh giá lại mài mòn để tối ưu thêm (nếu cần)
-
8. Kết luận: Muốn nâng tuổi thọ đường ống nhiệt điện – hãy bắt đầu từ 5 vị trí này
Nếu anh/chị đang làm ở nhà máy nhiệt điện, nhìn lại xem:
-
Co, cút 90° có hay thủng, hay phải hàn vá không?
-
T/Y chia dòng có từng bị “bục bất ngờ”?
-
Ống hút bụi, ống khí nóng gần lò có hay mòn, phải thay?
-
Đoạn xả tro/xỉ có hay bị rò, tắc?
-
Các đoạn thu – loe có vệt mòn lệch, mòn rãnh không?
Nếu câu trả lời là “có, và khá thường xuyên”, thì đó chính là lúc nên:
-
Đưa bản vẽ tuyến ống lên bàn
-
Đánh dấu 5 nhóm vị trí mài mòn nặng nhất
-
Cùng Ecovila thiết kế lại bằng giải pháp ống lót gốm Alumina 92–95% một cách bài bản.
Liên hệ Ecovila để được tư vấn chi tiết theo tuyến ống của từng nhà máy:
– CÔNG TY CỔ PHẦN QUỐC TẾ ECOVILA
– Hotline kỹ thuật & báo giá: 094555.2288
– Email: ecovila2023@gmail.com


